

[custom_html][/custom_html]
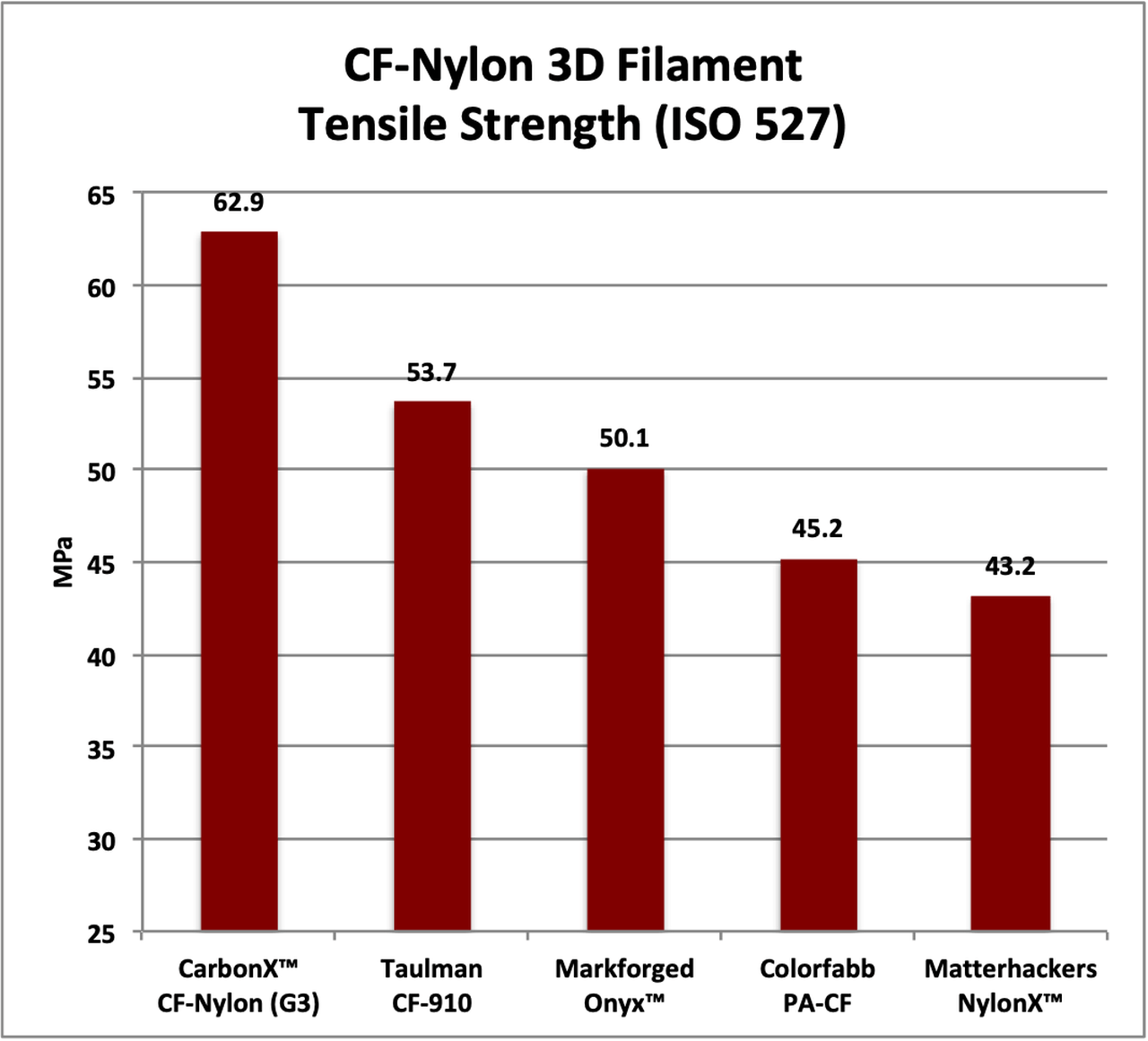
Gen3 CarbonX™ CF Carbon Fiber Reinforced Nylon 3D
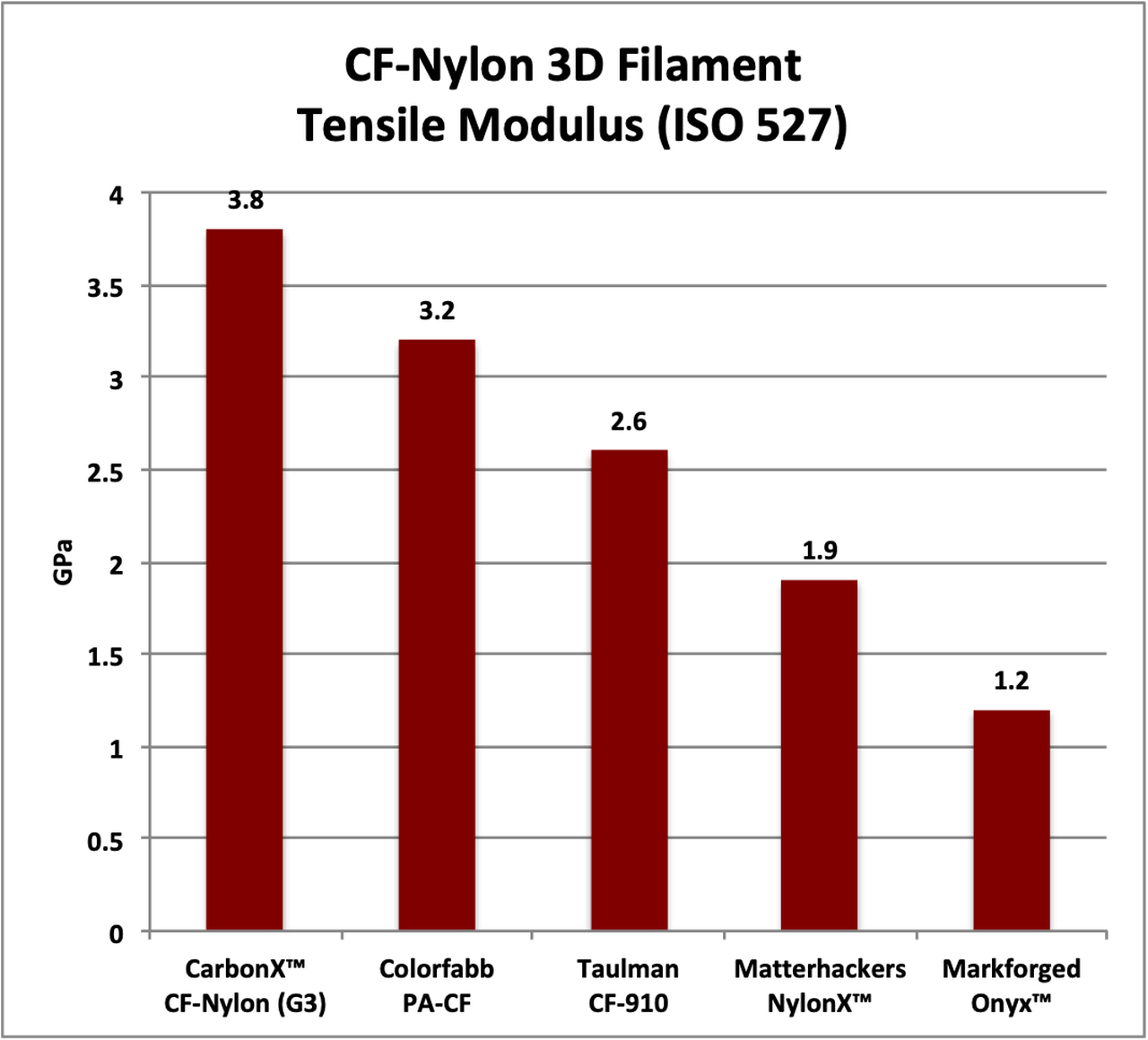
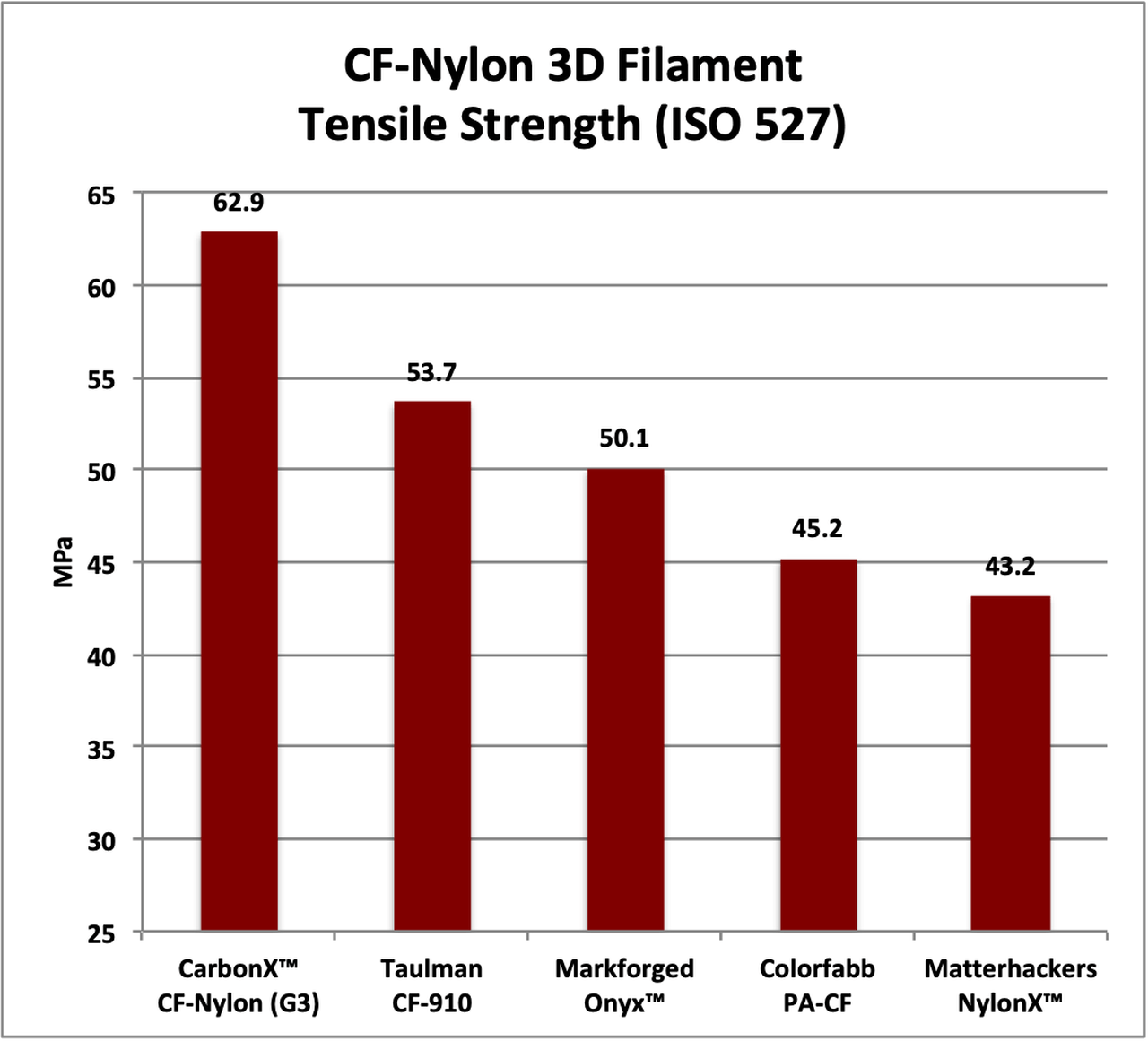
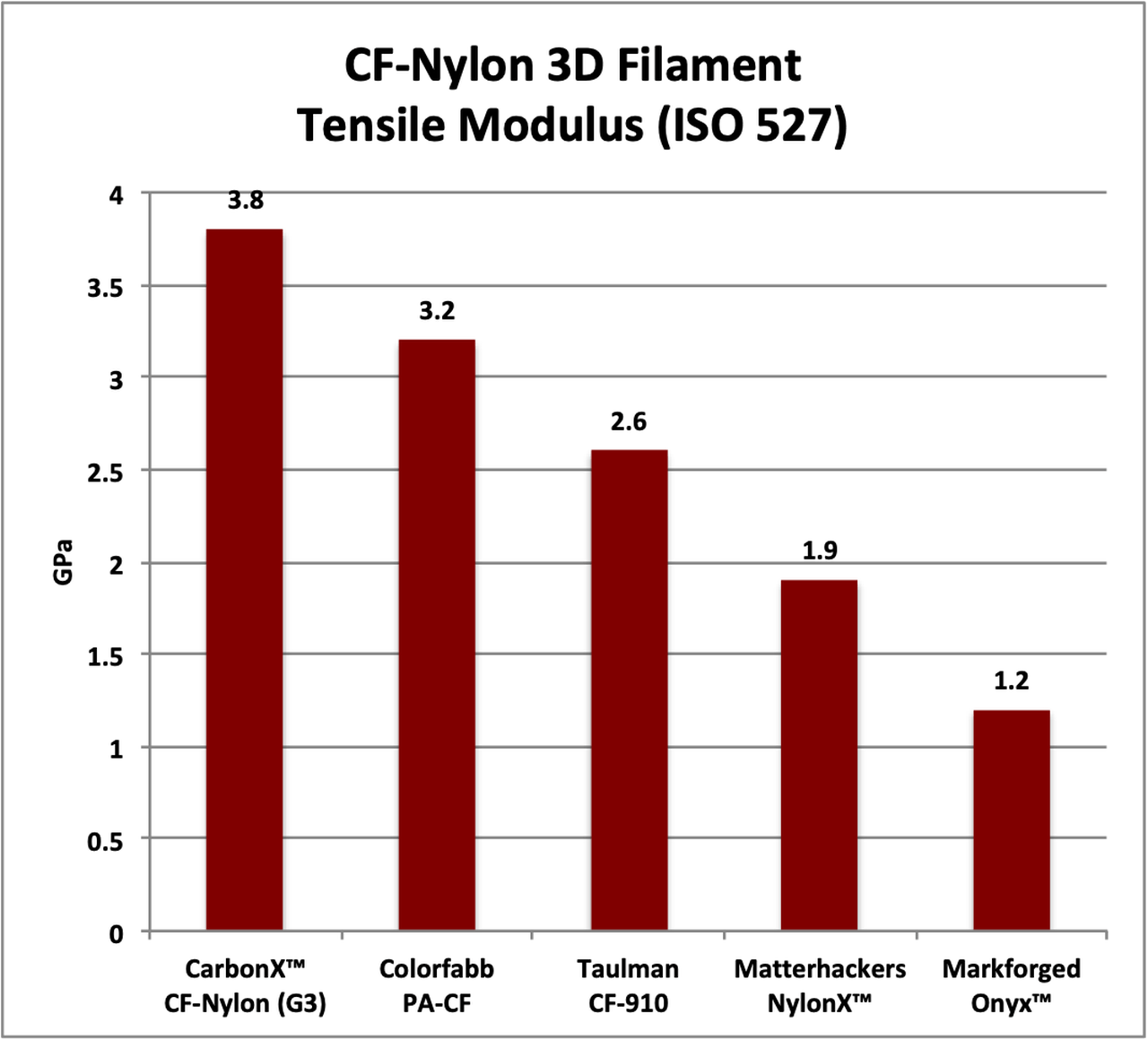
Gen 3 CarbonX™ CF-Nylon Filament is an advanced semi-aromatic polyamide copolymer reinforced with high-modulus carbon fiber. This filament is ideal for anyone that desires a structural component with high modulus, improved chemical and thermal resistance, excellent surface quality, and ease of printing. Tired of nylon that warps? This is the answer you've been looking for. Excellent dimensional stability comes from the carbon fiber and the semi-aromatic nylon.
High-Performance + High Temp Resistance: Gen3 CarbonX™ CF-Nylon is a PA6 copolymer made using high-modulus carbon fiber and state-of-the-art compounding and extrusion technology. Gen3 has higher HDT than our previous grades (147°C at .45MPa) allowing for expanded use in higher-temp applications.
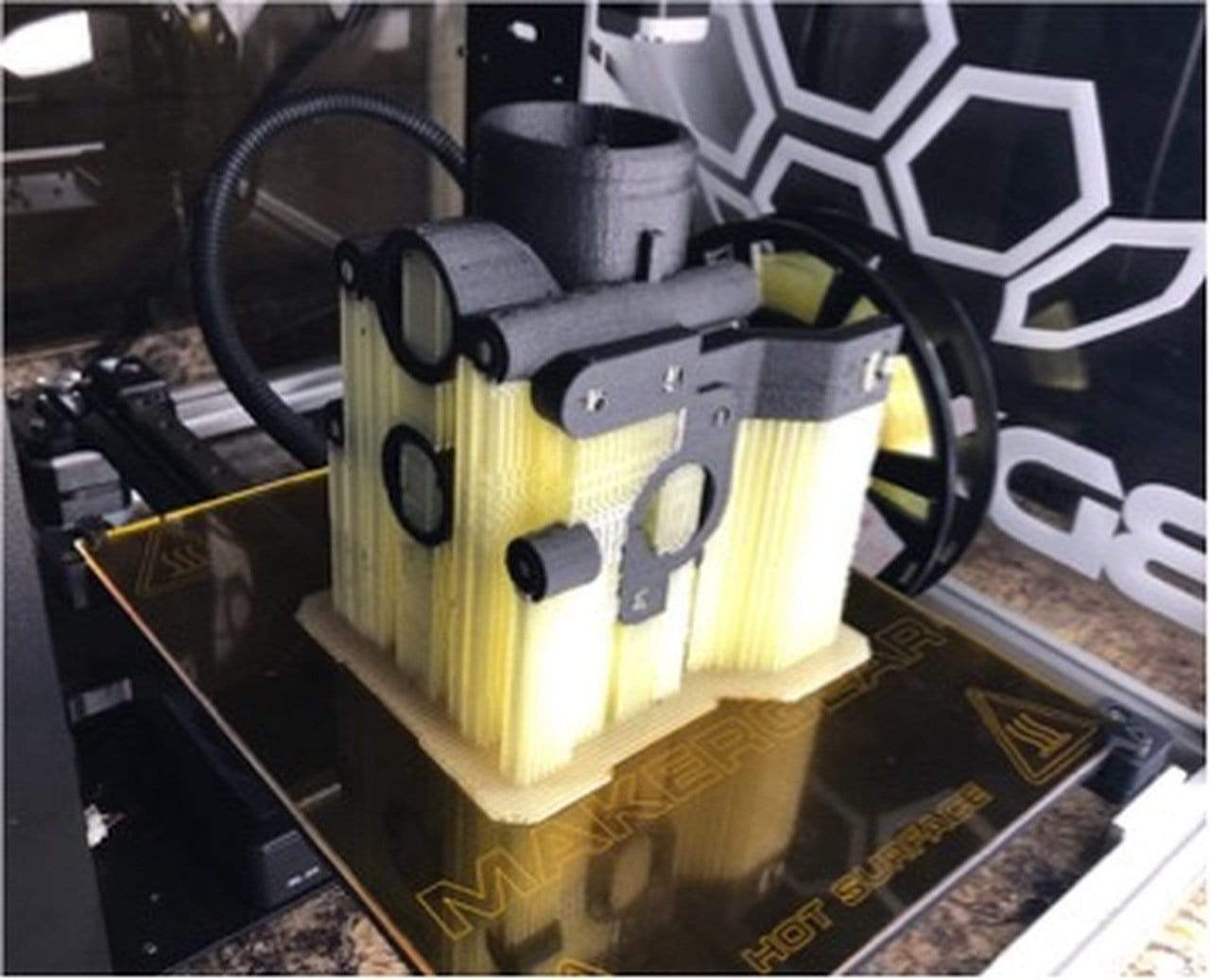
Open Source: You do not need to purchase a special printer for CarbonX™ CF-Nylon. Our CF Nylon (Gen 3) is suitable for use in practically any desktop 3D Printer that has a heated bed.
Hardened Nozzles: Carbon fiber reinforced filaments are abrasive and can wear out a brass or aluminum nozzle. We recommend our Hardened Steel Nozzles
Chemical Resistance Chart 
Recommended Print Conditions:
Extruder: 240-270°C. CarbonX™ CF Nylon exhibits improved layer bonding at higher temperatures.
Bed Temp: 80 - 110°C
Bed Prep: Nano Polymer Adhesive
Hardened Nozzle: 0.4mm or larger. We strongly recommend our Hardened Steel Nozzles
Layer Height: Ideal layer height is 60% of nozzle diameter. We do not recommend printing layers below 0.25mm with carbon fiber grades. Lower than 0.25mm may create too much back pressure in the hot end and result in poor feeding, jams, drive
Supports: AquaTek™ water soluble X1 USM Universal Support Material is designed to work with complex models
Drying Instructions: 90°C for 4 hours if the filament exhibits signs of moisture
Drying - very important: (See our Filament Drying Kit)This product is supplied dry and sealed in thick 4mil pouch with several packs of desiccant. However, it is made using nylon and will absorb more moisture than other resins when left exposed to the environment. Excessive moisture will result in popping at the nozzle (water boiling off, a little steam) and excessive drooling and nozzle build-up. Make sure to keep this filament in a dry location between uses. If the filament does get wet, you can dry it out with a basic toaster oven (not one for the family food!). We recommend drying it for 2-3 hours at 70-80°C. Caution: Make sure to check back often to make sure you're not distorting / melting the reel - the reel itself has lower thermal resistance than the nylon filament and will distort / melt before the nylon.
Wishlist is empty.